现代制造业对精密零件加工提出更高要求,特别是硬度超过50HRC的淬硬钢件加工,需要精准控制切削参数与工艺路线。仁好数控教育通过中德合作教学模式,系统培养学员掌握不同材料特性与加工参数的匹配技术。
| 参数类型 | 表面硬度变化 | 残余应力分布 | 白层形成概率 |
|---|---|---|---|
| 进给量增大 | 降低0.5-1.2HRC | 压应力增加15% | 提高30% |
| 切削速度提升 | 增加1.5-2.3HRC | 应力梯度增大 | 降低25% |
工件表面完整性控制涉及三大维度:金相组织稳定性、机械性能均衡性、几何精度一致性。实际加工中需特别注意切削热的梯度分布,当温度超过300℃时可能引起局部相变。
通过刀具几何角度优化可改善应力分布,前角增大5°可使压应力值提升18%。冷却液喷射角度控制在45°±3°区间时,能有效降低热应力波动。
采用PCBN刀具配合微量润滑技术,可将白层厚度控制在2μm以内。加工淬硬钢时,保持切削深度不超过0.15mm可有效避免脆性剥落。
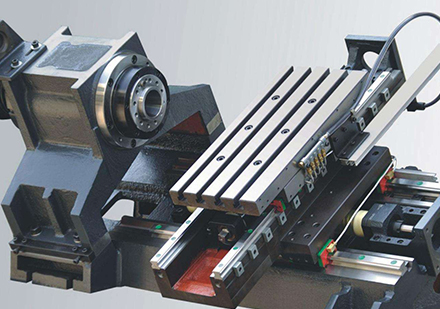
斜床身结构机床具备更好的排屑稳定性和抗震性能,特别适合长径比超过5:1的细长轴加工。配置12工位动力刀塔时,可实现车铣复合加工,减少二次装夹误差。
在加工高硬材料时,主轴转速建议控制在1500-2500rpm区间,进给速率每转0.08-0.12mm可获得表面质量。对于薄壁零件,采用恒线速切削模式可减少变形量40%以上。
仁好数控教育采用模块化课程设计,包含基础理论、仿真训练、实操演练三大环节。实训车间配备最新款斜床身数控车床,支持G代码编程与CAM软件联机操作。
课程重点培养三大核心能力:工艺方案制定能力、加工误差分析能力、设备维护调试能力。学员通过考核可获得德国工商总会认证的IHK职业资格证书。